 |
www.chms.ru - вывоз мусора в Балашихе |
|
www.chms.ru - вывоз мусора в Балашихе |
Динамо-машины Электроприводы
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 [ 115 ] 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130
предыдущего, является периодическое резкое колебание мощности, потребляемой станком, причем период изменения соответствует одному обороту вала станка. Мощность, потребляемая стайком, расходуется на трение в подшипниках, преодоление сопротивлений при поступательно-возвратном движении батана и сообщение движения челноку.
Следующая особенность ткацких станков заключается в том, что первый и последующий удары батана, прибивающего уточную нить к опушке ткани, должны быть одинаково сильны, иначе на ткани будет заметен каждый останов ткацкого станка. Весь процесс пуска станка в ход должен заканчиваться не более чем за половину оборота вала. Так как вращающийся электродвига- тель может развивать больший вращающий момент, чем двигатель, который пускают в ход из неподвижного состояния, в привод ткацких станков вводят фрикционные муфты. Двигатель пускают в ход при расцепленной муфте, т. е. вхолостую, а затем производится сцепление муфты. Двигатель легко развивает необходимый вращающий момент. При обрыве нити муфта автоматически расцепляется, а двигатель продолжает вращаться, чтобы сразу после устранения обрыва обеспечить нужную величину, вращающего момента.
Ткацкие станки должны останавливаться быстро, поэтому их снабжают быстродействующим тормозом, иногда с электромагнитным управлением. Для быстрого останова вместо механических уточных вилочек применяют электрические щупы, вместо обычных ламельных приборов электрические основонаблюда-тели.
Управление электроприводом ткацких станков. На рис. 9.13 представлена схема управления автоматическим ткацким станком типа АТ-120-5М. В приводе этих станков имеется фрикционная муфта, которая сцепляется при включении тока в обмотку электромагнита ЭМ-1 и расцепляется пружиной при- выключении тока. Станки АТ-120-5М имеют быстродействующий колодочный тормоз, электрический основонаблюдатель с четырьмя рейками и механизм смены уточных шпуль (ящичный . на
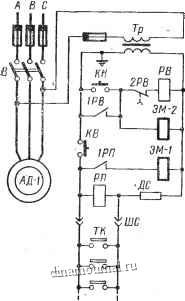
Рис. 9.13. Схема управления электроприводом автоматического ткацкого станка типа АТ-120-5М
160 шпуль или барабанный на 28 гнезд). Вместо уточной механической вилочки можно применять электрический щуп. Электродвигатель станка включается и выключается выключателем В, на который нажимают При каждом пуске и останове электродви- гателя. Схему управления включают на пониженное напряжение через трансформатор Тр, так как в ней применены технологические контакты ТК основонаблюдателя, которые берут руками. Контакт КВ замыкается рукояткой станка при ее переводе в рабочее положение. При положении рукоятки, соответствующем холостому ходу, контакт КВ разомкнут. Контакт КН применен для управления механизмом ножниц, обрезающих нити. Электромагнит ЭМ-2 приводит в действие ножницы. Реле времени РВ определяет длительность рабочего хода ножниц. Штепсельный разъем ШС (соединение) служит для присоединения к схеме управления системы контактов основонаблюдателя. Технологические контакты ТК основонаблюдателя размыкаются при заправке станка и замыкаются при обрывах нитей основы. ЭМ-1 - электромагнит сцепления фрикционной муфты привода, РП- электромагнитное промежуточное реле, управЛяющее работой электромагнита муфты.
Перед пуском рукоятку станка нужно поставить в положение холостого хода. Это вызовет размыкание контакта КВ и отключение всей нижней части схемы. Штепсельные разъемы должны быть замкнуты. При заправке станка размыкаются все контакты ТК. Для пуска электродвигателя замыкается выключатель В. Электродвигатель присоединяется к сети и в верхнюю часть схемы управления подается напряжение. Электродвигатель начинает вращаться, а станок еще стоит, так как фрикционная муфта расцеплена. Для пуска станка в ход переводят рукоятку в рабочее положение при этом контакты КВ замыкаются. Через катушку электромагнитного реле РП начинает проходить ток и оно, сработав, замыкает контакт 1РП. В результате этого включается электромагнит ЭМ-1, который сцепляет фрикционную муфту. Станок начинает работать. Чтобы остановить станок, не останавливая двигатель, переводят рукоятку в положение холостого хода. В этом случае контакт КВ размыкает--ся, реле РП отключается, контакт 1РП размыкается и отключает электромагнит ЭМ-1. Пружины расцепляют муфту и станок останавливается. Электродвигатель продолжает работать-вхолостую. Если нужно остановить станок вместе с электродвигателем, то размыкают выключатель В, который отключает от сети электродвигатель и всю схему управления. Двигатель и станок юстанавливаются. Одновременно отключается реле РП и электромагнит ЭМ-1, размыкается контакт 1РП и пружины расцеп-.ляют муфту. Схема приходит в исходное положение.
При обрыве во время работы одной или нескольких нитей t)CHOBbi замыкаются соответствующие контакты ТК основонаблю-
дателя. Сопротивление контактов ТК во много раз меньше сопротивления катушки реле РП, поэтому ток начинает проходить через замкнувшиеся контакты ТК, а не через реле РП. Реле РП размыкает контакт 1РП и отключает электромагнит ЭМ-1. Фрикционная муфта расцепляется, станок останавливается, а двигатель продолжает вращаться вхолостую. Перед ликвидацией обрыва нити нужно перевести рукоятку станка в положение холостого хода, чтобы разомкнуть контакт КВ. Если рукоятка остается в рабочем положении (т. е. контакт КВ будет замкнут), то после ликвидации обрыва, когда контакты ТК будут разомкнуты, реле РП включится, что вызовет автоматическое сцепление фрикционной муфты и самопроизвольный пуск станка.
При замыкании контакта КН включается реле времени РВ через свой нормально-замкнутый контакт 2РВ. Реле времени замыкает контакт 1РВ, шунтируя этим контакт КН, который-мож-но отпустить. Одновременно включается электромаппгг ЭМ-2 ножниц. Через заданное время, в течение которого ножницы отрезают нить, реле РВ размыкает контакты 2РВ и 1РВ и отключает электромагнит ЭМ-2 ножниц.
sect; 9. 5. Электропривод машин отделочного производства
Суровые ткани, выработанные на ткацких фаб(эиках, подвергают на отделочных фабриках механической и химической обработке. Оборудование отделочных фабрик отличается большим разнообразием. Отделочное производство включает в себя оборудование для: а) обработки поверхности тканей; б) химической подготовки: отварки, отбелки и мерсеризации тканей; в) крашения и промывки тканей; г) печатания тканей; д) сушки тканей; е) заключительной отделки тканей.
Кроме основного оборудования, на отделочных фабриках имеются вспомогательные устройства и установки для приготовления растворов различных солей и красителей, загусток, аппретов, а также оборудование для гравирования печатных валов. Машины, применяемые в отделочном производстве, весьма разнообразны как по принципу действия, так и в конструктивном отношении. Поэтому к автоматизированному электроприводу и к схемам управления предъявляются весьма различные требования. Многие машины отделочного производства нуждаются как в ступенчатом, так и в плавном регулировании скорости в широких пределах.
Скорость машин отделочного производства необходимо регулировать, чтобы согласовать скорости различных машин, через которые проходит ткань, во избежание ее обрывов или, наоборот, образования излишка материала между машршами, что
| 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 [ 115 ] 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 |




