 |
www.chms.ru - вывоз мусора в Балашихе |
|
www.chms.ru - вывоз мусора в Балашихе |
Динамо-машины Применение индукционного нагрева
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 [ 17 ] 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39
Один из способов позволяет выполнять непрерывную двухслойную футеровку непосредственно на печи, даже с горячим тиглем. Огнеупорная футеровка изготавливается одновременным заполнением формы двумя текучими огнеупорными материалами различного состава. Опалубка устанавливается на определенном расстоянии от стенки основного тигля печи, а к простенку подводится два насоса, подающих пульпу (огнеупорную смесь) из бункеров. В горячую зону, соприкасающуюся при работе с расплавленным металлом, подается огнеупорный материал, а в зону, расположенную ближе к индуктору (холодная стенка печи), подается смесь, обладающая менее жаропрочными, но более высокими механическими свойствами. За счет разнесения пуль-повых сопел и изменения давления в них можно получить требуемую толщину слоя каждого из материалов, которые смешиваются в смежном слое. Благодаря этому футеровка обладает высокой огнеупорностью при механической прочности, устраняющей возникновение трещин в стенке. После заполнения футеровки пульпой и ее затвердевания опалубка снимается. В качестве недостатка следует отметить невозможность получения тонких стенок футеровки, что снижает возможности применения такого способа.
Иногда футеровка печи является ее несущей конструкцией, что резко снижает габаритные размеры устройства и упрощает обслуживание и эксплуатацию. Опишем один из способов получения такой футеровки. Делается двухслойная опалубка в зоне токопровода индуктора, а зазор между слоями опалубки заполняется сухой кварцитовой гранулированной композицией, затем засыпка уплотняется путем вибрации опалубки. После удаления опалубки в печи остается самонесущая футеровка. Поверхность футеровки, обращенная внутрь печи, пропитывается связующим веществом на глубину 1-8 мм которая меньше общей толщины слоя футеровки. После пропитки внутренний слой футеровки спекается, а наружный остается неспеченным.
Такой способ прост в исполнении, а футеровка достаточно прочна и огнеупорна, но не исключает прожога и попадания расплава на токоведущий провод. Для устранения этого недостатка внутреннюю поверхность токопровода индукционной плавильной установки покрывают термоизоляционным керамическим слоем, защищающим токопровод от выбросов металла при плавке. Если между указанным слоем и внутренней обшивкой тигля набить керамическую массу (например, магнезит или окись циркония) с обожженной известью, печь можно использовать для плавки в вакууме.
Иногда вместо набивки футеровки смесью огнеупорного материала со спекающим связующим, равномерно распределенным по всему объему футеровки, выполняют набивку сухим гранулированным огнеупорным материалом. Он содержит реагент спекания в тонкой стенке, ограниченной периметром печи и шаблоном,
laquo; О X в. о с
sect;
gt;
О о.
ы s s
Ы Ч ta О
lt;
S и X u
lt;u | ||
о gt;. | ||
=J ix p; | к X о | |
то т
и ш S
laquo; о
а. О С
gt;.
U Z U
S S
а о х х о
gt; gt;
lt;
О а. ы е- gt;.
lt;
S. ы X U
я | ||||
0.0. | ||||
с; S | о UJ | |||
gt;. ... ГС | ||||
0 к к | ||||
с- ч S | ||||
lt; | а raquo; | о я S 5 = laquo; g о 1 | ||
о S2 | ||||
о ч * | ||||
ш га с К | laquo; S = | |||
Ё amp; ь ь | ее Ч | |||
а к
3 й-
f- gt;.
о О)
га ее
где его уплотняют и спекают не полностью, а до промежуточной температуры, достаточной для приобретения прослойкой устойчивой формы. Затем шаблон удаляют и завершают спекание самонесущей огнеупорной футеровки печи путем нагрева до образования керамической структуры металла.
Во всех перечисленных способах, особенно для самонесущих футеровок, применяемых в вакуумных плавильных установках, витки токопровода помимо изоляции дополнительно защищаются упругим огнеупорным слоем. Это предотвращает короткие замыкания при выбросах расплавленного металла.
Рассматривая способы футеровки плавильных печей, необходимо обратить внимание, что многие процессы заливки (формовки) (схемы 3 и 4) огнеупора сопровождаются виброуплотнением футеровочной массы. Виброуплотнение смесей также является одним из решающих факторов, определяющих качество футеровки при использовании влажных жидкотекучих смесей и даже при сухой набивке. При наличии виброуплотнения применяют технологические приемы и конструкции, где вибрационное давление передается непосредственно на огнеупорную массу, на защищаемую металлоконструкцию (токопровод, индуктор и т. п.), на опалубку или муфель, а в отдельных случаях - и на весь комплекс в целом с использованием специального вибрационного стенда.
Виброуплотнение осуществляется с определенными последовательностью, частотой вибрации, направленностью и усилием. Каждый из этих компонентов воздействия на качество футеровки по-своему положителен. Например, после обычного перемешивания смеси и виброуплотнения выполняют операцию прокатывания внешней поверхности огнеупора катком или иным приспособлением. Прочность огнеупора при этом может быть повышена за счет вибросжатия в вертикальной плоскости с давлением (1,5-2) 10= raquo; Па.
На качество огнеупоров из ячеисто-бетонных смесей оказывает влияние не просто виброуплотнение, но и его частота, которая, как показывает опыт, оптимальна в пределах 300-12 ООО колебаний в минуту. Улучшить качество огнеупора можно обработкой ультразвуком. . .- .
Экспериментально доказано, что магнитное и электрическое поля влияют на свойства бетонов любого состава. С целью повышения несущей способности армированного изделия (в нашем случае огнеупорной футеровки с токопроводом индуктора) его в процессе виброуплотнения обрабатывают направленным магнитным полем.
Глава IV,
ТЕРМООБРАБОТКА ТРАКТОРНЫХ ДЕТАЛЕЙ
14. Закалка углеродистых и высоколегированных сталей
Закалка различных марок сталей с нагревом токами высокой частоты часто применяется в тракторостроении как один из видов термообработки, упрочняющий металл и улучшающий его механические свойства.
Необходимо отметить, что токи высокой частоты как теплоноситель при нагреве деталей оказывают примерно одинаковое воздействие на структуру металла и его свойства по сравнению с другими видами нагрева (электропечного, газопламенного и пр.) и тем не менее имеют много присущих только им характерных свойств. Эти свойства одинаковы при объемной и поверхностной закалке, структура и твердость в конечном итоге зависят от принятых в конкретной ситуации технологических приемов. Например, скорость охлаждения, достаточная для получения заданной структуры металла, во многом зависит от химического состава закаливаемой стали, поэтому для некоторых легированных сталей глубина прокаливаемости достигает нескольких сантиметров, в то время как для большинства легированных конструкционных сталей она не превышает нескольких миллиметров и значительно ниже, чем для простых углеродистых сталей.
При закалке крупногабаритной стальной детали охлаждение по сечению происходит с разными скоростями, что влияет на структурные превращения в металле; таким образом, прокали-ваемость стали будет неоднородной.
При исследовании деталей, выполненных из стали 45Х, были определены причины низкой твердости сердечника HRC 20. Детали проходили общую закалку и отпуск до твердости HRC 30, с последующей закалкой т. в. ч. торцовых поверхностей до Я/?С 50.
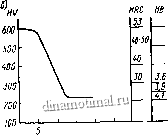
Проверка твердости твердомером по сечению детали дала результаты, представленные на рис. 28-30. Здесь же показаны образцы макрошлифов деталей. Из рисунков и графиков видно, что твердость закаленного т. в. ч. слоя HRC 48-54, а глубина закаленного т. в. ч. слоя 2-3,5 мм. Это соответствует техническим условиям чертежа. Твердость сердечника постоянная по всему сечению детали - HRC 20.
Твердость закаленного т. в. ч. слоя распределяется на глубину 2-3,5 мм с резким переходом на постоянную твердость ближе к сердцевине. Отсюда ясно , что поверхностная закалка т. в. ч. не влияет на твердость сердечника, выполненного из стали 45Х.
1 Эксперименты проведены под непосредственным руководством П. М. Крем-нева.
W 15 20
Рис. 28. Распределение твердости по сечению детали с односторонней поверхностной закалкой т. в. ч.:а - макрошлиф неравномерно закаленного слоя; б - график зависимости твердости
5 10 15 20 25
Рис. 29. Распределение твердости по сечению детали с односторонней поверхностной закалкой т. в. ч.: а - макрошлиф равномерно закаленного слоя; б - график зависимости твердости
7)
iS50 | |||
\ / | |||
\ / | |||
200 100 | 1 1 1 1 1 | ||
5 10 15 20 75 30 55 | |||
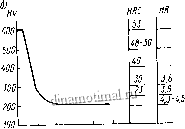
Рис. 30. Распределение твердости по сеченрю детали с двусторонней поверхностной закалкой т. в. ч.: а - макрошлиф неравномерно закаленных слоев; б - график зависимости твердости
| 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 [ 17 ] 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 |




