 |
www.chms.ru - вывоз мусора в Балашихе |
|
www.chms.ru - вывоз мусора в Балашихе |
Динамо-машины Применение индукционного нагрева
1 2 3 4 [ 5 ] 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39
По фактическим данным, а также по результатам расчетов технико-экономической эффективности использования индукционного нагрева имеем сводные показатели средней стоимости 1 т нагреваемого металла при изготовлении трактора К-701 (табл. 5) и удельные расходы теплоносителя при различной технологии (табл. 6).
3. Эксплуатационные характеристики средств индукционного нагрева и повышение моторесурса тракторных деталей, обработанных т. в. ч.
Опыт эксплуатации средств индукционного нагрева в различных производствах имеет важное экономическое и техническое значение для совершенствования конструкции трактора в целом и улучшения его эксплуатационных характеристик в частности. Так, например, в технологическом процессе производства трактора laquo;Кировец raquo; с использованием индукционного сквозного нагрева изготавливается более 500 деталей, с использованием поверхностного нагрева - около 100 деталей.
Качество термообработки таких деталей, как, например, кулака, оси тормозной колодки, шлицевых валов, шестерен различных модулей и наименований, фланцев, дисков, вилок й др., всецело зависит от эксплуатационных характеристик средств нагрева. Известно, что отступление от установленных характеристик при нагреве металла, начиная от плавки в индукционной печи, в процессе резки заготовок, ковки или штамповки, при механической обработке, вплоть до последней операции -зачистки, шлифовки или термообработки, - приводит к браку изделия.
Качество обработки металла, качество изделий, выполненных с применением индукционного нагрева, зависит от технического состояния средств нагревав большей степени, чем где-либо.
Значительного улучшения качественных показателей можно добиться при творческом содружестве служб предприятия - механиков, энергетиков, конструкторов, испытателей, контролеров и других в поддержании номинальных характеристик нагревательных средств и доведении их до исполнителей.
На любом предприятии оценка технического состояния средств нагрева должна выполняться комплексно и включать такие непременные методы и приемы, как проведение в установленные сроки профилактических, текущих и капитальных осмотров и ремонтов; проведение испытания систем и узлов по высоковольтному и частотному пробою; гидравлические испытания систем водоохлаждения; вибрационный и электрический контроль состояния футеровок индукторов; проведение контрольных режимов нагрева при номинальных параметрах в условиях короткого замыкания и холостого хода. Сюда же относятся контроль влажности изоляции токонесущих частей и уровня биений вращающихся узлов, замеры и введение в технологические карты расходов электроэнер-28
гни, воды, воздуха, масла, сбор и анализ статистических данных по оптимальным режимам нагрева и по вероятностным их отклонениям. .л.
Приведем несколько типовых примеров. Срок эффективной работы индуктора для закалки сателлита во многом определяется материалом изоляции между нагреваемой поверхностью шестерни и токоведущим проводом, примыкающим к нему, так как зазор между ними порядка 0,1 мм. Опытный выбор в качестве изоляции коллекторного миканита по сравнению с другими изоляционными материалами увеличил срок службы индуктора более чем в 10 раз. Были исключены прожоги на сателлит и, таким образом, повышено его качество.
Аварийная посадка ротора электромашинного преобразователя типа ВГВФ 1580-2500 на статор приводит к задирам железа и обмоток, длительному простою и трудоемкому ремонту. После ремонта с ручной или машинной шлифовкой железа задиры устранить полностью не удается, поэтому могут возникнуть после-ремонтные межвитковые и межобмоточные пробои, что приводит к повторным авариям и ремонтам. Кроме того, выходное напряжение генератора даже при поддержании стабильной нагрузки колеблется из-за дефектов шлифовки и качественно влияет на равномерность нагрева заготовок при горячей штамповке. Применение способа обработки ротора электролитическим раствором с комбинированным пропусканием тока между пластинами железа полностью снимает задиры. Ремонт преобразователя быстрый и качественный, а выходное напряжение генератора стабильно. При эксплуатации такого же или иного типа электромашинного преобразователя большие неудобства создает система возбуждения генератора электромашинным усилителем. Перевод генераторов на тиристорную систему возбуждения значительно уменьшил трудозатраты на ремонт вышедших элементов, исключил простои генераторов по причине выхода из строя системы возбуждения (так как она продублирована) и повысилнадежность работы всего машинного зала. Качество нагрева и штамповки металла повышено в связи с использованием безынерционного блока возбуждения.
Система охлаждения элементов установки (генераторных ламп, тиристоров, индукторов, регуляторов мощности и т. п.) оказывает влияние на качество термообработки металла. Если принята воздушная система охлаждения, наличие в атмосфере производственной пыли приводит к межэлементным пробоям и срыву генерации. В это время нагрев и закалка отсутствуют. Если принята система охлаждения водой, наличие в воде кислорода и углекислого газа приводит к окислению внутренних токопроводящих трубок, выполненных преимущественно из меди. Активное сечение элементарного проводника по воде снижается, появляется накипь, влияющая и на общее электрическое сопротивление цепи. Рекомендуемая в этом случае промывка токопроводящих трубок
и анодных баков генераторных ламп раствором соляной кислоты или дополнительная водоподготовка с использованием декарбони-затора и дегазаторов способствует проеданию трубок. При этом возможно попадание воды непосредственно в расплав металла при плавке или к высокочастотному пробою при термообработке и, как следствие, нарушение нормального режима технологического процесса.
Для повышения эксплуатационных характеристик системы водоохлаждения в устройствах для индукционного нагрева нашли применение фторопластовые шланги, коррозионностойкие теплообменники, промывка систем горячей водой с добавками противо-накипных присадок.
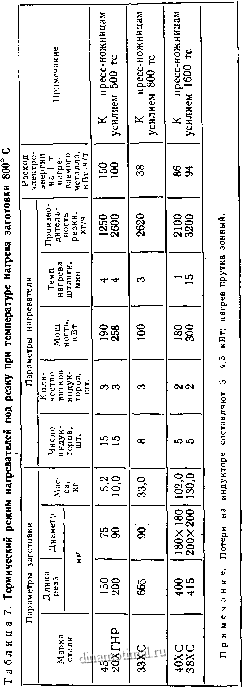
Можно привести много других примеров повышения эксплуатационных характеристик средств нагрева, влияющих на конечные свойства нагреваемых изделий. Энергетические характеристики индукционных нагревателей, изменяющиеся во времени, для установившихся режимов представлены в табл. 7-9, а характеристики индуктора барабанного типа приведены ниже:
Первичная обмотка индуктора (внутренний токопровод):
наружный диаметр, мм ...... 450
высота, мм............ 720
число витков, шт.......... 8
сечение токопровода, мм...... 20X20
форма навивки...........Спиральная правая
Вторичная обмотка индуктора (внешний токопровод):
внутренний диаметр, мм...... 560
высота, мм............ 720
число витков, шт.......... 1
сечение токопровода, мм...... 24
(по ширине)
Включение токопроводов......... Последовательное
встречное
Нагреваемое тело............Заготовка для штамповки полуоси трактора К-701
диаметр, мм............ 53
длина, мм ............ 1100
длина нагреваемой части, мм ... 500
Режим нагрева:
активный ток нагревателя, А ... 820
напряжение на индукторе, В ... 750
частота тока, Гц ......... 2400
потребляемая мощность, кВт .... 610
емкостной коэффициент мощности 0,96
к. п. д. индуктора, %....... 67
темп выдачи заготовок, с ..... 42
количество нагреваемых заготовок, шт................ 7-8
Улучшение энергетических и эксплуатационных характеристик связано с повышенными требованиями к надежности деталей, сборочных единиц (узлов) и машин. Количественные показатели
аг к
я к ч ю
deg;4 нмеонвхэЛ В -и | CO COO CO 1Л | ||
1дм Hdaiou эганйвкиЛэ | =0 23 52 | ||
в я 0 5 = D. а к | .ф in | ||
- 00 lt;N 1Л | |||
amp; | CO lt;N 11 ill | ||
in CO Oi | |||
S D. | |||
amp; | m -f - CO CO CO | ||
S Е та | о coo | ||
amp; | |||
6 gt; | |||
s sect; sect; in CJ5 | |||
41DOH | CO in о (N in 00 (N com | ||
BOOBW | t-;inr raquo; | ||
sect; Ё | S sect;2 | ||
| |||
sect; m о | |||
га О, га | ra H о | X юХ нош CJ lt;N | |
о s s к
X Ч Ю
s- sect;
ff-S
о а-
со о, cs
cu га
о со
со О]
о со
CD со
in со
га -
s raquo; laquo;
Й ca
га : lt;
Э га
is о.
со о
и
л о тем
laquo;5 5
ю Е а а
и с Л ..
о 5 а ч X а
п о
к 3 Ко
Is si
надежности устанавливаются соответствующими государственными стандартами и являются средством улучшения качества изделий. Анализ, в том числе статистический, показывает, что надежность тракторов laquo;Кировец raquo; растет ежегодно. Результаты контрольных испытаний тракторов laquo;Кировец raquo; на машиностроительных станциях Всесоюзного объединения laquo;Союзсельхозтехника raquo; показывают, что по машинам выпуска 1974, 1975 и 1976 гг. количество отказов (нарушение работоспособности в пересчете на один трактор) составило соответственно 74,3; 44,4; 29,6; а коэффициент готовности (величина, показывающая, сколько процентов времени трактор находился в работоспособном состоянии) был равен 0,96; 0,97; 0,98. Таким образом, количество отказов за три года снизилось более чем в 2,5 раза с высоким повышением коэффициента готовности. Это достигнуто благодаря тому, что за те же годы пересмотрено более 1100 технологических требований, внедренных в порядке выполнения оргтехплана. Значительная часть этих мероприятий выполнена по металлургическому производству, и ежегодно в среднем 30-40 мероприятий были направлены на расширение объема использования т. в. ч. Так, перевод ведущего шлицевого вала с закалки в цементационных печах на поверхностную закалку т. в. ч. за те же годы снизил выход из строя тракторов по причине смятия шлицев с 11 шт. до одного, а из-за скола зубьев шестерен коробки передач - с 28 тракторов до двух.
Особенно наглядно выражено влияние индукционного нагрева при термообработке сателлита. В табл. 10 представлены эксплуатационные данные по разрушению зубьев сателлитов солнечной и венцовой шестерен подшипников 12312К тракторов К-700, К-700А, К-701. Эти результаты получены благодаря тому, что при закалке обеспечено повышение твердости по впадине и
Таблица 10. Отказы веицовой передачи моста гарантийных тракторов
Отказ | Причина отказа | Год отказа | ||||
1973 | 1974 | 1975 | 1976 | 1977 | ||
Разрушение зубьев сателлитов солнечной и Венечной шестерен подшипников 12312К | Нарушение требований на термообработку сателлита | |||||
Нарушение правил эксплуатации | ||||||
Итого: | ||||||
Общее количество реализованных тракторов на год отчета (тыс. шт.) | ||||||
2 в. Д. Сидоренко
| 1 2 3 4 [ 5 ] 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 |




