 |
www.chms.ru - вывоз мусора в Балашихе |
|
www.chms.ru - вывоз мусора в Балашихе |
Динамо-машины Применение индукционного нагрева
1 2 3 4 5 6 [ 7 ] 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39
рйстика устройства для индукционного нагрева штанг перед резкой на пресс-ножницах усилием 1600 т. с. приведена ниже:
Технологическая характеристика
Диаметр нагреваемых штанг, мм:
круглых ............. 150-235
квадратных............(230Х 230) (140Х 140)
Длина штанг.............. 7000-2000
Производительность нагрева, т/ч..... 10,0
Температура нагрева, deg;С......... 700-900
Мощность, потребляемая от сети, кВт . . . 1600
Электрическая характеристика
Род тока................Трехфазный переменный
Частота, Гц............... 50
Напряжение, В............. 380
Установленная мощность, кВт...... 2 ООО
Естественный коэффициент мощности . . . 0,6-0,2
Исправленный raquo; raquo; . . . 0,92
Габаритные размеры и масса нагревателя
Длина, мм................ 16 590
Ширина, мм .............. 3 770
Высота, мм............... 2 400
Масса, кг................ 30 ООО
Система водоохлаждения
Расход воды, мч............ 25
Температура воды, deg;С:
на входе ............. Не более 25
raquo; выходе ............ raquo; *
Рабочее давление воды. Па ....... 147-10
Количество растворимых в воде примесей,
г/л.................. Не более 0,2
Приведем техническую характеристику устройства для нагрева прутков перед резкой на пресс-ножницах усилием 200 тс.
Технологическая характеристика
Производительность нагрева, т/ч ......... опп
Температура нагрева, deg;С............. 9 с
Скорость перемещения прутка, мм/с........ ТГп
Мощность при нагрузке, кВт........... 500
Размеры обрабатываемых заготовок, мм:
Электрическая характеристика
Питание блоков управления от сети напряжением, В 220/380
Частота трехфазного тока, Гц........... 50
Напряжение при нагрузке, В........... 800
Частота переменного тока, Гц .......... 2400
Габаритные размеры и масса прутка Длина (без механизированных рольгангов), мм . . . 3500
Ширина, мм................... 3200
Высота, мм ...................
Масса, кг .................... о
Система водоохлаждения
Расход воды, мЗ/2 . . ............... пЯ.л,
Рабочее давление воды, Па............ .294-103
Температура воды, deg;С:
на входе..................Не более 25
raquo; выходе............. ... raquo; raquo; 50
Количество растворимых в воде примесей, мг/л ... raquo; raquo; 40
В установке предусмотрено включение нагревательного контура по трехфазной схеме. Индуктор выполнен из 12 секций по четыре последовательных секции в каждой фазе. Между секциями установлены стойки с укрепленной на них направляющей. Каждая секция футерована жароупорной изоляцией. Компенсация индуктивности осуществляется однофазными конденсаторами типа КС-2-0,38 или КС-2-0,38 в каждой фазе. Кроме того, в каждой фазе имеется компенсирующий дроссель для равномерной загрузки фаз питающих трансформаторов и регулировки напряжения при нагреве различных типоразмеров штанг.
Отличительной особенностью нагревателя для нагрева штанг токами промышленной частоты является возможность подключения в схему колебательного контура как однофазных, так и трехфазных сетевых конденсаторов, что упрощает электрический монтаж нагревателя и уменьшает занимаемые производственные площади. Расход трехфазных конденсаторов снижается на 1/3. К достоинствам нагревателя следует отнести его высокую механическую прочность, ремонтопригодность и малые тепловые потери. Существенным недостатком является поясковый нагрев штанги в местах сочленения смежных электрических фаз. Отсутствие нагрева в местах стыка фаз вынуждает перемещать штангу в процессе нагрева вдоль секций индукторов, что не всегда технологически осуществимо.Так, для критической длины штанги это приводит или к повышенному расходу ножей пресс-ножниц, или к браку из-за недогрева и трещин при резке.
Производительность нагрева ограничена допустимой удельной мощностью, передаваемой металлу, превышение которой приводит к повсеместным трещинам в штанге из легированной стали до начала резки и продольным расслоениям штанги на глубине проникновения тока в металл. Эта особенность проявляется на частоте tO I ц и выше. I*
5. Нестандартные нагревательные средства
Специальное нагревательное оборудование, применяемое в за-отовительном производстве, отличается большим разнообразием, о Имеет и общие характерные черты, которые учитываются
в первую очередь, например массовость производства. Поэтому при резке прутков тип установок индукционного нагрева количественно ограничен; при производстве крепежа, пружин и гибке труб он становится разнообразнее. Общим признаком здесь является то, что за базу принято типовое электрическое оборудование, к которому пристраивается спецоснастка.
В зависимости от спецоснастки конструкция нагревательных средств видоизменяется. В простом виде устройство для нагрева заготовок перед высадкой болтов состоит из нагревательного блока, подключаемого через контактор к источнику переменного тока средней или высокой частоты. Индуктор имеет фиксированную панель для нагреваемой заготовки. Заготовка загружается (или устанавливается) в индуктор и выгружается из него вручную оператором. Он же вручную производит штамповку болта на высадочном прессе. Производительность при этом невысока (2500- 5000 болтов за смену), но за счет простоты технологических операций можно штамповать болты многих наименований при незначительной перестройке оснастки. Такая технология штамповки крепежа является исходной при разработке высадочных приспособлений, станков и автоматов.
Более совершенным является устройство для нагрева с механизмом поштучной выдачи заготовок из индуктора. Качество нагретых заготовок в таком устройстве выше.
С целью устранения перекосов заготовок при их движении через индуктор несущая рама устройства делается поворотной относительно горизонтальной оси и снабжается регулировочным винтом. Угол наклона заготовки при выходе ее из индуктора к высадочному прессу регулируется таким образом в необходимых пределах.
При прохождении тока по индуктору возникают электромагнитные силы, которые действуют на заготовки, стремясь сдвинуть их вдоль оси и прижать к упору, т. е. втянуть (вытолкнуть) в индуктор и прижать заготовки к опорной плоскости лотка. Это ведет к их слипанию. Электромагнитные силы изменяются с изменением режима нагрева. Действие этих сил препятствует движению в районе индуктора: нагреваемый конец их отстает, а свободный забегает вперед. Это особенно часто наблюдается в проходных индукторах и нарушает нормальную работу установки, создавая перекосы в районе индуктора, в результате чего заготовки не подаются к толкателю. Устранить этот дефект регулировкой наклона несущей рамы не удается, так как электромагнитные силы при этом не поддаются аналитическому расчету и заранее выбрать определенный угол наклона лотка не представляется возможным.
Для ослабления влияния электромагнитных сил иногда приме-няютавтоматическое уменьшение тока в индукторе в момент передачи нагреваемой заготовки в положение, соосное с толкателем. Такое приспособление позволяет автоматически передавать нагретые заготовки от нагревателя к высадочному прессу и устра-
няет перекосы. Однако этО устройство непригодно при работе нескольких индукторов от одного генератора, а также при параллельной работе генераторов и постов. При неправильно выбранных углах наклона подающего лотка создаются неблагоприятные условия работы толкателя ввиду повышенного давления столба заготовок.
Устройство для индукционного нагрева заготовок, работающее в автоматическом режиме загрузки, нагрева и выгрузки их к высадочному прессу представлено на рис. 8. Диаграмма направленности электромагнитного излучения индуктора мощностью 250 кВт к прессу усилием 1600 г/с дана на рис. 9.
Ниже показана техническая характеристика поточной линии горячей высадки болтов:
Технологическая характеристика
Производительность высадки, шт./ч........ 900-1200
Температура нагрева конца, deg;С.......... 1200 plusmn;30
Длительность цикла нагрева и высадки одного болта, с 3-4 Длительность непрерывной работы между загрузками
барабана, ч ..................... i i 5
Мощность при нагрузке, кВт............ 25-60 ..
Размеры нагреваемых заготовок, мм:
диаметр .................. 14-22
длина................... 45-80
raquo; нагреваемой части .......... 20-60
Электрическая характеристика
Установленная мощность источника питания, кВ-А 140
Напряжение сети 50 Гц, В............ 380X3
Частота переменного тока индуктора ....... 8000
Напряжение на индукторе, В........... 60 90
Мощность привода бункера, кВт ......... 1,0
raquo; raquo; пресса, кВт.......... 4,5
Расход сжатого воздуха, м*/ч........... 2
Габаритные размеры и масса болта
Длина, мм.................... 2835
Ширина, мм............... . . . . 1610
Высота, мм................... 1800
Масса, кг................. . . . 6120
. Система водоохлаждения
Расход воды, м/ч................. 5
Рабочее давление воды. Па............ 300-10
Температура воды, deg;С:
на входе.................. Не более 25
raquo; выходе................. raquo; raquo; 65
Отсюда Bf дно, что скорость свободного хода пуансона примененного пресса выше скорости заготовок. Для увеличения производительности линии индукционный нагреватель выполняют двух-или трехручьевым, что соответствует полной загрузке пресса. 1акие поточные линии используются совместно с электромашинными преобразователями и могут быть использованы при
/1-/4 подернуШ
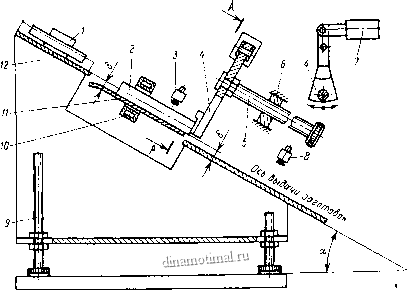
Рис. 8. Установка с автоматической загрузкой и выгрузкой заготовок в индукторе:
/ - толкатель; 2 - заготовка; 3 - датчик контроля № 1; 4 ~ заслонка; 5 -винт; 6 - гайка; 7 - привод заслонки; 8 - датчик контроля Ne 2; 9 - винт регулировочный; т - индуктор; - направляющие индуктора; 12 - подающий лоток
Нн sect;уктор без экрана Шдукюор с зкрат
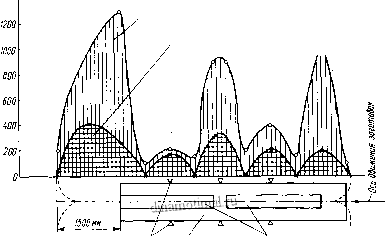
СтВорки Зберсй Шкаф иагреШеля Секции индуктора
Рис. 9. Диаграмма направленности электромагнитного излучения
индуктора
незначительной переналадке на широкую номенклатуру болтов. Для болтов с диаметром 14 мм и менее нагрев надо осуществлять на высоких частотах от ламповых генераторов. Принятая механизация перемещения заготовок и болта оказывается трудноосуществимой из-за необходимости выполнения индуктора и токопОдво-дов, обеспечивающих незначительное электромагнитное излучение. В этих случаях загрузчик упрощают, исключив из его состава вибрационный лоток, при этом бункер сам становится вибрационным, сокращается число лотков и механизмов вторичной ориентации, а подвижная каретка, соединяющая индуктор с прессом, заменяется двухпозиционным манипулятором с тремя степенями свободы. Такие линии при кажущейся простоте уступают в маневренности и номенклатуре обрабатываемых деталей, а их наладка более трудоемка и требует хорошей квалификации обслуживающего персонала. Могут быть и другие конструктивные решения, принципиально не отличающиеся от описанных.
Устройства для индукционного нагрева и высадки болтов обрабатывают заготовки, как правило, круглого сечения и небольшой длины, не превышающей 80-ПО мм. Их загрузочные устройства, механизмы перемещения заготовок и принципы нагрева могут значительно отличаться от устройств для нагрева длинномерных и плоских заготовок.
Широко распространено устройство для нагрева длинных заготовок, которое содержит индуктор и загрузочный механизм с накопительной кассетой, при этом ось индуктора является продолжением оси нижней заготовки, а дно кассеты выполнено с пазом для прохода упора толкателя, имеющего бесступенчатое регулирование длины хода. Это устройство применимо как для круглых, так и для плоских заготовок. В устройстве создается зона нагрева на любой длине заготовки, и все же такое устройство не может считаться универсальным.
Загрузочные механизмы, связанные или не связанные с индукционным нагревателем и имеющие накопительную кассету, являются характерным признаком обработки длинномерных заготовок. Принципиальное отличие нагревателей в поточных линиях прежде всего заключается в выполнении накопительных кассет съемными или несъемными и наличии межоперационных транспортеров [22, 36]. Съемные накопительные кассеты определяют непрерывность процесса нагрева, так как кассета загружается на вспомогательном (вне производства) участке. Основное производственное время на замену кассеты не затрачивается. Перестройка обработки деталей с одного типоразмера на другой не представляет затруднений, и при этом сок1Ьщается общий технологический цикл. Наличие межоперационных транспортеров нарушает принцип неразрывности процесса со всеми вытекающими последствиями.
Одним из примеров совмещения съемной накопительной кассеты и транспортера, расположенного непосредственно в блоке нагревателя, может служить установка для нагрева пластин перед
| 1 2 3 4 5 6 [ 7 ] 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 |




