 |
www.chms.ru - вывоз мусора в Балашихе |
|
www.chms.ru - вывоз мусора в Балашихе |
Динамо-машины Применение индукционного нагрева
1 2 3 4 5 6 7 [ 8 ] 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39
йырубкой тарельчатых пружин для трактора К-700 и его модификаций. Упрощенная конструктивная схема такого нагревателя представлена на рис. 10.
Нагреватель содержит индуктор с направляющими, загрузочный механизм со съемной кассетой и толкателем, причем загрузочный механизм своими опорными роликами совмещен с кассетой и является ее дном, а самовосстанавливающиеся поворотные упоры толкателя расположены выше опорных роликов. Между
3 4
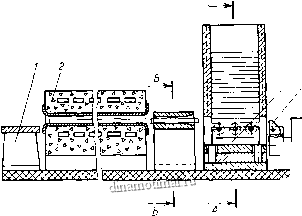
Рис. 10. Упрощенная схема автомата для нагрева пластин под вырубку:
/ - приемный стол; 2 - индуктор; 3 - загрузочная кассета; 4 - толкатель
индуктором И загрузочной кассетой установлен лоток-улавливатель в виде воронки, имеющей воздушный зазор вдоль оси перемещения заготовок. Направляющие индуктора изолированы от корпуса, а нагреваемые заготовки расположены вдоль оси перемещения с разрывом, исключающим электрическую связь между направляющими индуктора и лотком-улавливателем. В представленном устройстве толкатель заготовок и ролики не связаны между собой и не представляют единого механизма. Толкатель соединен с траверсой, где установлены самовосстанавливающиеся упоры, а ролики смонтированы на съемной кассете, которая выполнена без дна. Это дает возможность перемещения по линии толкания траверсы с самовосстанавливающимися упорами, которые расположены выше опорных роликов. 46
В обычных термических агрегатах лотка-улавливателя нет. Лоток-улавливатель служит также для ориентирования заготовок при переходе их из загрузочной кассеты (или лотка-накопителя) в индуктор и особенно эффективен при перемещении плоских тел и деталей, толкаемых в поперечном направлении. В отличие от однорядовой кассетной загрузки он является как бы промежуточным звеном между накопителем и индуктором и играет особую роль. В этом случае отсутствует электрическая связь между направляющими индуктора и лотком-улавливателем через нагреваемые заготовки не только по первичному току (току индуктора), но и по вторичному (наведенному), который протекает за счет э. д. с. взаимоиндукции между заготовками, направляющими и загрузочной кассетой (лотком). В широко распространенных нагревательных устройствах с загрузкой толкательного типа, когда загрузочная кассета, толкатель и заготовка расположены вдоль оси их перемещения, невозможно расположить заготовки с разрывом. В то же время известно, что наведенный ток возбуждает переменное магнитное поле в заготовках внутри индуктора и за его пределами, в результате чего эквивалентное магнитное поле будет искажено за счет собственного электромагнитного поля индуктора в результате чего произойдет перекос заготовок при их перемещении. Очередную заготовку может заклинить, что зачастую и наблюдается в типовых установках.
Практика показывает, что изоляция направляющих индуктора от металлоконструкции нагревателя благоприятно воздействует на работу механизированной загрузки и выгрузки заготовок. Дело в том, что наличие связи направляющей с металлоконструкцией нагревателя вызывает паразитные (наведенные) токи через корпус нагревателя. Они, в свою очередь, воздействуют на перемещение заготовок, вызывая их перекос и заклинивание. В данном случае речь идет не об изоляции направляющих индуктора от токоведущих частей, а об их изоляции от несущей металлоконструкции (корпуса) устройства в целом. Кроме того, такое решение предполагает взаимную электроизоляцию нагревателя и лотка-улавливателя. В соответствии с Правилами устройства электроустановок (ПУЭ, п. ЭГ-13-2) все они в целом должны быть заземлены. Правила техники безопасности (ПТБ и ПТЭ, п. Э111-4-58) требуют заземления и экранирования отдельных блоков, а при наличии закалочных высокочастотных трансформаторов - заземления и тЛ:оведущего провода (индуктора). Кажущееся противоречие в рассматриваемом, устройстве решается тем, что лоток-улавливатель электрически изолирован не только от индуктора и его токоведущего провода, что само собой разумеется, а также изолирован и От корпуса нагревателя, т. е. от земли. Это обеспечивается частичным переносом конструкции механизма загрузки, а именно узла опорных роликов в загрузочную кассету. Такое исполнение не противоречит ПУЭ и ПТБ (п. ЭП-13-2), так как направляющие индуктора, которые могут оказаться под напряже-
нием, надежно изолированы от лотка-улавливателя с воздушным зазором. Вполне естественно, что сам индуктор электрически изолирован посредством прокладок из текстолита, эбонита, дерева, асбеста и т. д. от всех остальных элементов металлоконструкции в любом индукционном нагревателе заготовок.
Из этого подтвержденного предшествующей практикой опыта напрашивается вывод, что все остальные элементы индукционных установок монтировать через изоляционные прокладки нецелесообразно. Такой вывод не всегда оправдан.
Современные индукторы, высокочастотные закалочные трансформаторы и многие типы электронагревателей изолируются от корпуса защитным жароупорным бетоном или не изолируются вообще. В результате частых теплосмен (нагрев-охлаждение) и повышенной влажности (охлаждение систем водой) сопротивление изоляции нагрузочного контура относительно корпуса таких нагревателей резко колеблется и искажает реактивную и активную мощности, а также уровень и характер электромагнитных наводок. С электромагнитными наводками связаны частые отказы в работе оборудования по причине электрического пробоя или невозможности взаимно близко расположить технологически взаимодействующие узлы или механизмы. ,
В ПО laquo;Кировский завод raquo; проведены обследования оборудования для индукционного нагрева с точки зрения электромагнитных наводок на корпус и уровня электромагнитного излучения в пространство. При помощи карты уровня магнитных полей и диаграммы электромагнитного фона для каждой установки было установлено, что габаритные и конструктивные особенности нагревателей влияют не только на уровень электромагнитных наводок, но и на характер движения нагреваемых заготовок. При этом обнаружено, что с уменьшением габаритных размеров установки и увеличением числа не связанных между собой электрически конструктивных узлов (изолированные блоки) электромагнитные наводки и их влияние на характер перемещения деталей резко снижаются.
Исходя из результатов экспериментов можно утверждать, что изоляция отдельных узлов, в частности загрузочной кассеты от корпуса (металлоконструкции) нагревателя, вполне целесообразна, дает явно выраженный технический и экономический эффект, снижает искажение наведенного магнитного поля, повышает надежность работы устройства.
Характер наведенного магнитного потока от электромагнитного поля индуктора представлен на рис. 11, где упрощенно изображено устройство для нагрева пластин перед вырубкой тарельчатых пружин.
Здесь же показано влияние электромагнитного поля на харак. тер движения заготовок {Р - фактор силы толкания заготовки пневмотолкателем; F - вектор магнитодинамической силы, обра-48
зованной электромагнитным полем индуктора; Ррз - вектор результирующей силы).
Из рисунка следует, что асимметричное расположение механизмов загрузки и выгрузки в нагревателе неблагоприятно сказывается на равномерности перемещения заготовок.
Одним из практических методов определения направления и численного значения возникающих динамических усилий в системе индуктор - деталь служит метод измерения индуктивности анализируемой системы при различных положениях индуктора и нагреваемой детали. Измерив изменение индуктивности в пространственной координате данной системы, можно определить направление и величину этих возмущений. Механические усилия зависят от удельной

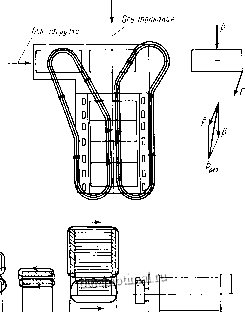
Рис. 11. Влияние электромагнитного поля на характер движения заготовок
мощности и частоты взаимодействующего тока и упрощенно выражаются формулой [1 ]
Д77 = 6.10*-
где AF - давление. Па; АР - удельная мощность, Вт/см; р - удельное электрическое сопротивление. Ом-см; ц - магнитная проницаемость, Гс/Э; / - частота, Гц.
Для плоской плиты выражение механических усилий несколько видоизменяется, при этом возможны случаи, когда вместо притягивания элементов системы индуктор-деталь произойдет их отталкивание или магнитодинамическая сила исчезнет вообще. Такие эффекты мало привлекали исследователей, так как счита-
лось, что они практического значения не имеют. Более того, во всех случаях исследования системы индуктор-деталь не учитывается окружающая среда, а именно несущая систему металлоконструкция и ее исполнительные механизмы. В условиях интенсивного использования нагревательных средств и больших удельных мощностей, как показывает практика, эти факторы непременно должны учитываться при проектировании нагревательных средств с использованием индукционного нагрева. Очевидно, в последующем разработчик получит от исследователей и будет использовать в своих разработках точный фактор магнитодинами-ческого взаимодействия системы индуктор-деталь с металлоконструкцией нагревателя в целом и с учетом взаимодействующих индуктивностей его отдельных узлов. До настоящего времени такие работы проводились в основном для учета электромагнитных потерь и паразитных колебаний.
Устройство для нагрева (А. с. № 602567), в какой-то степени учитывающее эти факторы, используется в промышленном производстве и может быть применено в единой поточной линии при обработке деталей разных типоразмеров, так как роликовый транспортер вместе с кассетой загружается на заготовительном участке вне связи с механизмом загрузки. Исключаются 6oj lt;OBbie перемещения заготовок и их заклинивание в кассете. Пространство, занятое, как обычно, транспортером, освобождается, что позволяет рационально расположить другие узлы устройства: блок конденсаторов, токопроводы индуктора, компенсационные контакторы и т. п.
Техническая характеристика такого устройства приведена ниже:
Технологические характеристики
Размеры нагреваемых пластин, мм;
длина................ 400-800
ширина................ 120-240
толщина............... 7-12
Масса нагреваемой пластины, кг ...... 6-14
Температура нагрева, deg;С.......... 1150-30
Производительность нагрева, шт./ч...... 120
Количество пружин, получаемых с одной пластины, шт................. 3
Мощность, потребляемая от сети, кВт ... . 260
Электрическая характеристика
Род тока.................. Трехфазный
переменный
Частота питающего тока, Гц ........ 50
Напряжение питающего тока, В ...... 380
Частота электромагнитного поля иидуктора, Гц 8000
Напряжение на индукторе, В........ 750
Система нагревательного контура......Последовательно-параллельная
Габари тные размеры и масса нагревателя
Длина, Мм..........!...... 1600
Ширина, мм................ 1200
Высота, мм ................ 1800
Масса, кг ................. 1200
Система водоохлаждения
Расход воды, м/ч.............. 7,5
Температура охлаждающей воды, deg;С:
на входе............... Не более 25
raquo; выходе.............. raquo; raquo; 65
Рабочее давление воды, Па......... 1,5-10
Аналогично вырубке тарельчатых пружин основной технологический процесс можно использовать для формовки дисков трения как наиболее производительный. В каждом из этих случаев используется пластина, при раскрое которой получаются большие Отходы. При изготовлении трактора laquo;Кировец raquo; технологи разработали способ изготовления дисков трения из узкой ленты резкой ее на мерные заготовки, сваркой в месте стыка и последующей формовкой с индукционным нагревом. Процесс оказался не только высокопроизводительным, но и экономичным, так как позволил сберечь много сотен тонн дорогостоящей фрикционной стали. При этом металлические отходы в шихту отсутствуют полностью, нагреву подвергается значительно меньше металла, поэтому появляется значительная экономия электроэнергии.
Значительное место занимает индукционный нагрев при гибке труб. Преимущественному нагреву подвергаются локальные зоны в месте гиба с использованием типового электротермического оборудования и простейших конструкций замкнутых или разъемных одновитковых индукторов. Главные трудности при освоении этих процессов падают не на нагрев, а на вспомогательные технологические операции: сушку и подогрев формовочного песка, подачу кривой трубы для повторного нагрева и гибки, ввод многоугольной трубы в гибочные вальцы и пр. Эти операции не связаны непосредственно с воздействием на них электромагнитного поля, поэтому в да.нной. главе не рассматриваются. Их технологические возможности могут быть оценены в перспективе.
При анализе способов индукционного нагрева металла в заготовительном производстве особенно наглядно проявляются связь производственных участков и взаимное влияние предыдущих и последующих технологических процессов в их непрерывности, начиная от подготовки шихты для литья, включая литье, резку, формовку, механическую обработку и, казалось бы, такие отдаленные операции, как прокатку и шлифовку. Все они в той или иной степени зависят от условий резки, которые, в свою очередь, вытекают из сопрягаемых операций и определяют качество технологического процесса.
| 1 2 3 4 5 6 7 [ 8 ] 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 |




